
第一步:工件分析。根据图纸要求,该类工件测量平面度,同心度和垂直度,测量垂直度的时候要注意,测量的圆柱长度有限,为了测量的准确性,在评价的时候要伸长。客户没有3D数模,实体工件,根据图纸要求可见,孔的位置和面的加工要求十分关键,在装配过程中是重要尺寸。根据客户图纸的要求,建立合适的坐标系,测量获得所需的特征 ,编写完整程序以便后续批量检测带来便捷。实物如下:

第二步:工件装夹。了解基准和测量要求后,就可以进行工件的装夹了;此工件为金属件,所以只要用平台钳夹住固定放在大理石工作平面上即可。
五、具体测量步骤:
1、测针校验:此案例所有的测量元素都在一个平面上,所以只要A0B0,一个角度就可以。
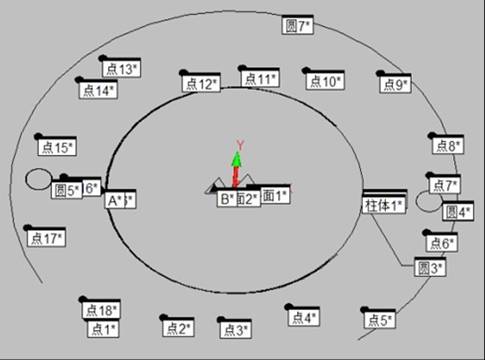
2、手动建坐标系:根据该工件,用平面-圆-圆来确定坐标系,原点定在中心即可。手动建坐标系可以选择简单的元素建立。
3、自动建坐标系:坐标系的建立方式和手动一样,所测的面多测一些点,以便于后续求其平面度。

4、测量元素:测量评价垂直度和同心度所需要的特征元素。
5、评价:
平面度:用测量的点所构造的平面去评价即可。
同心度:以内孔圓定义为基准,评价外圆对它的同心度。
垂直度:定义平面为基准,评价圆柱对它的垂直度,在评价的时候注意要延长柱体的长度
6、输出报告。
六、电机配件检测案例机型、测头配置推荐:Croma;测头配置:TASASTAR-M7.5-M8+TESASTAR-P

扫描二维码关注官方微信公众号
关注二次元影像测量仪|三次元测量仪|三坐标测量机|东莞市维鸿精密仪器有限公司


 维鸿精密服务号
维鸿精密服务号 维鸿精密个人号
维鸿精密个人号
 工作时间
工作时间 联系方式
联系方式